我们的【丽江】【本地】桥梁护栏市政道路防护栏专业厂家产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:【丽江】【本地】桥梁护栏市政道路防护栏专业厂家的图文介绍


灯光护栏用途和使用的领域都是比较广泛的,一般的话我们在进行观看灯光护栏的时候会看到它是很有光泽的,这就是因为灯光护栏通过抛光来进行实现的。灯光护栏常见的主要的抛光的方式有哪些呢?主要是通过常见的这样的几种方式来进行决定的,下面就来为大家介绍一下。 ??你知道灯光护栏都有哪些常见的抛光方式吗?灯光护栏电化学抛光:好处是镜面光泽坚持长,技能安稳,污染少,成本低,防腐性好. 其缺点是防污染性高,加工设备一次性出资大,凌乱件要工装,辅佐电极,大量生产还需求降温设备. 比较适合批量生产,首要应用于高档产品,出口产品,其加工技能安稳,操作简略。



桥梁护栏制造厂注册资金800万元,占地面积近50亩,建筑面积达10000平方米。经过多年努力,公司已具备了可观的 丽江镀锌喷塑防撞栏、生产能力和科技开发水平。公司 丽江镀锌喷塑防撞栏、生产设备精良, 丽江镀锌喷塑防撞栏、产品工艺可靠,检测手段齐全,企业管理严格,产品质量过硬。


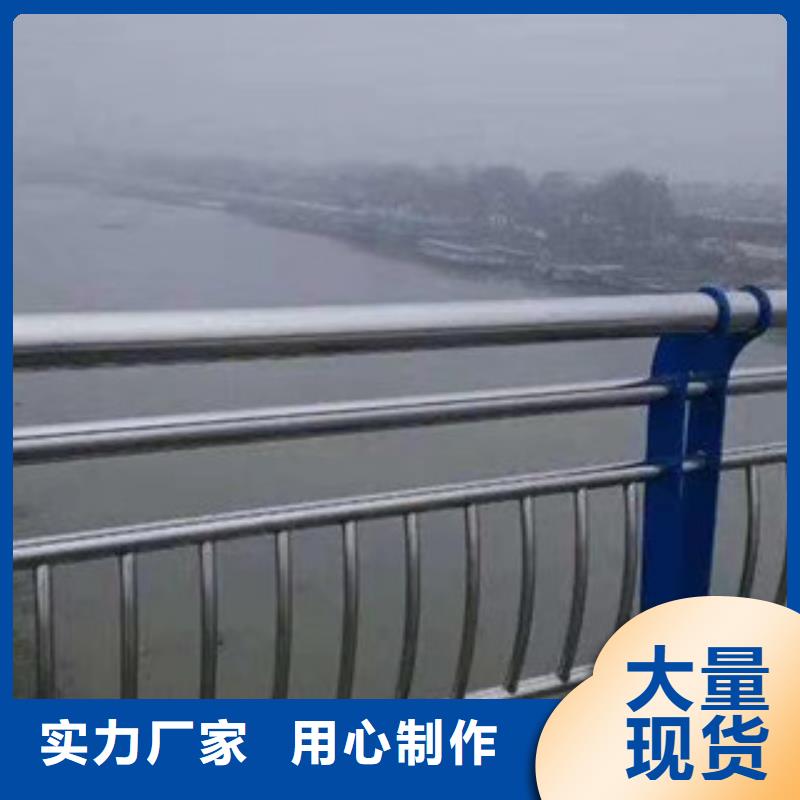
道路护栏不仅仅是隔离开了道路,更重要的是对于人身安全以及车辆的保护。所以想要让道路护栏更好的服务我们,相关人员就应该定时对道路护栏进行保养维护,这样才能有效的延长道路护栏为我们服务的时间。 道路护栏表面都会有一层镀锌,是为了保护护栏在长久的风雨中可以延长使用寿命,同时也使用产品有一个很好的美观性,并且也能对产品进行很好的防锈性。所以这种产品在使用中是不是好看,是不是有很好的寿命,也都是会受到它的镀锌质量影响。而作为厂家来说,也就需要让其在生产中有很好的镀锌质量提升,当然这种镀锌质量上面的提升也并不是说提升就提升的,也需要让厂家有多方面的条件。 ??怎么提升道路护栏的镀锌质量?首先让道路护栏的生产厂家要有很好的镀锌设备,因为道路护栏在镀锌的时候,需要使用到设备,好设备会为道路护栏镀锌带来更好的提升。厂家有很好产品生产技术,同时有好镀锌设备及镀锌技术的实力,自然也就保证了道路护栏镀锌质量。



不锈钢焊接要点及注意事项 首先,采用外特性垂直的电源,直流采用正极性(焊丝对负极) 一般适用于6毫米以下薄板的焊接,具有焊缝成形美观,焊接变形小的特点。(感谢观看自动焊接。) 保护气体为氩,纯度99.99%。当焊接电流为50~150A时,氩流量为8~10L/min;当焊接电流为150~250A时,氩流量为12~15L/min。 从喷嘴伸出的钨极长度为4~5mm,较好,角焊等屏蔽不良区域为2~3mm,深槽处为5~6mm。从喷嘴到工程的距离一般不超过15毫米。为了防止焊接孔的出现,必须清除焊接部位的锈迹和油污。焊接弧长,焊接普通钢,2~4mm为佳,焊接不锈钢,1~3mm为佳,过长保护效果不好。底部焊道的背面应进行气体保护,以防对接时底部焊道的背面氧化。为了用氩气保护熔池,便于焊接操作,钨极中心线与焊接处工件的夹角应保持在80~85°,填充丝与工件表面的夹角应为尽可能小,通常约10度。




 扫一扫
扫一扫